Piła do cięcia płyt warstwowych
Piła do cięcia płyt warstwowych – wycięcie jednej strony blachy wraz z środkiem, bez uszkadzania powierzchni blachy z drugiej strony.
Zlecone modyfikacje:
- Dodanie toru jezdnego o długości 5500 mm – 2 szt;
- Dodanie modułu jezdnego z dociskiem;
- Doposażenie istniejące piły w falowniki do precyzyjnej regulacji prędkości;
- Dodanie systemu sterowania oraz elementów bezpieczeństwa.
Cykl pracy:
1. Przygotowaniu maszyny przez Operatora do cięcia danej wielkości płyty (czynności przeprowadzane ręcznie).
2. Załadunek płyty do cięcia poprzez dosuniecie do nastawnego zderzaka.
3. Naciśnięcie przycisku START powoduje zaciśnięcię płyty warstwowej, uruchomienie pił do cięcia. Następnie moduł jezdny przejedzie z zadaną prędkością przejeżdża przez piły.
4. Po zakończeniu cięcia i przejechaniu dystansu do końca następuje zatrzymanie urządzeń.
5. Operator naciska przycisk rozwarcia zacisku płyty – detal może zostać usunięty ze stanowiska.
6. Operator wraca modułem jezdnym do pozycji startowej.



Maszyna do zaginania płyt warstwowych
Maszyna do zaginania płyt warstwowych, używanych w izolacji hal magazynowych. Zagięcie płyty ma walory estetyczne oraz zwiększenie efektywności cieplnej przez brak utraty ciepła na narożach. Maszyna jest połączeniem prasy krawędziowej z zaginarką.
Cechy urządzenia:
- Ustawienie kąta gięcia za pośrednictwem dotykowego panelu operatorskiego,
- Cykl gięcia i dogięcia odbywa się automatycznie;
- Podanie płyty i jej ustawienie odbywa się w sposób ręczny;
- Cykl gięcia - od przycisku START do zakończenia gięcia nie dłuższy niż 1 minuta;
- Ergonomia dla operatora – wszelkie ruchy wykonawcze odbywają się za pomocą napędów elektrycznych.
Szczegóły zamówienia:
- Urządzenie do gięcia płyty warstwowej;
- System sterowania z dotykowym panelem operatorskim wraz z elementami bezpieczeństwa;
- Stół ułatwiający załadunek o długości: 4[m].



Maszyna do produkcji znaków drogowych - Scorpio PL01
To co wyróżnia QUBE Automation to innowacyjność i pasja. Czego efektem jest wyoblarka SCORPIO PL01.
Maszyna przeznaczona jest do produkcji znaków drogowych, spełniających normę PN EN 12899. Wraz z urządzeniem zapewniamy pełne wsparcie technologiczne gwarantujące otrzymanie produktu najwyższej jakości.
To co wyróżnia SCORPIO PL01, to wysoka trwałość mechanizmów, szybki czas zmiany oprzyrządowania, nowatorski napęd ruchu głowic oparty na sterowaniu numerycznym i przekładniach własnej konstrukcji. Wszystkie te czynniki mają bezpośredni wpływ na sztywność i precyzję układu kinematycznego, kluczowego w procesie wyoblania.
Charakterystyka techniczna maszyny:
- Średnica (największy wymiar): 2000 [mm];
- Przesuw ruchu wertykalnego: 50 [mm];
- Przesuw ruchu horyzontalnego: 50 [mm];
- Zakres prędkości obrotowej wrzeciona: 0-120 [obr./min];
- Moc napędu wrzeciona: 1,5 [kW];
- Nominalny moment obrotowy wrzeciona: 1100 [Nm];
- Skok docisku: 150 [mm];
- Minimalna wielkość znaku czworobocznego: 150x300 [mm];
- Maksymalna grubość blachy: 2 [mm];
Charakterystyka funkcjonalna maszyny:
- System szybkiej zmiany docisk;
- Kurtyny świetlne do bezpiecznej i ergonomicznej obsługi maszyny;
- Obsługa maszyny przez 1 operatora;
- Przezbrojenie w większości przypadków przez 1 operatora w czasie do kilku minut;
- Sterowanie numeryczne umo.



Nowe Muzeum Śląskie - automatyka budynkowa
Firma Qube Automation była wiodącym podwykonawcą systemu BMS dla Nowego Muzeum Śląskiego. System składał się z 26 sterowników PLC stosowanych w rozwiązaniach przemysłowych (GE Intelligent Platforms oraz Horner), który obejmowały pracę wszystkich obiektów Nowego Muzeum Śląskiego, komunikacją z systemem SCADA (Platforma Wonderware), kontrolująca następujące aspekty:
1. Kontrola i diagnostyka, zadawanie parametrów dla centrali klimatyzacyjnych;
2. Zarządzanie pracą wymiennikowni ciepła, kontrola, sterowanie pomp;
3. Sterowanie warunków temperaturowych i wilgotności w budynku biurowym celem ochrony stropów przed przekroczenie punkty rosy.
4. Diagnostyka kluczowych elementów budynku (np. wind).
5. Kontrola oświetlenie wewnątrz i na zewnątrz budynków, automatyczny cykl załączania świateł.
Zakres przedsięwzięcia obejmował:
1. Konfiguracja sprzętowa sterowników PLC wraz z nadaniem adresacji dla struktury sieciowej.
2. Zaprogramowanie sterowników wg opisanego algorytmu.
3. Przygotowanie zestawienia zmiennych dla systemu SCADA wg przedstawionego wzoru.
4. Wykonanie wizualizacji na lokalnych sterownikach PLC z wbudowanym ekranem wg ustaleń.
5. Uruchomienie na miejscu inwestycji obejmujące:
a. wgranie konfiguracji i programu sterowników lokalnych,
b. sprawdzenie działania systemu pod kątem poprawności działania konfiguracji,
c. odczytu i sterowania sygnałów z urządzeń wykonawczych, działania komunikacji,
d. sprawdzenie działania wymiany informacji ze SCADĄ.






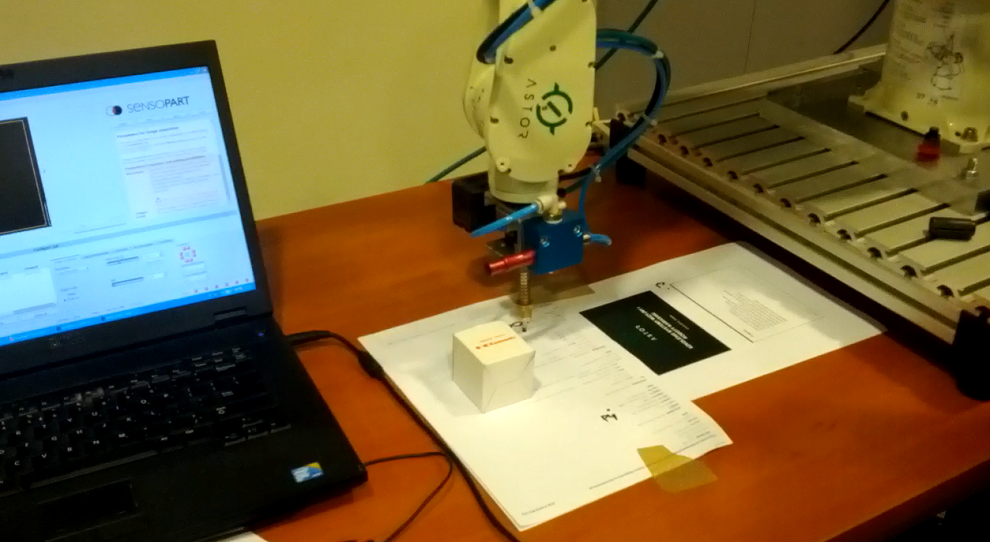
Systemy wizyjne - workshop
Systemy wizyjne to niejednokrotnie oczy robota, bez których nie byłby w stanie spełniać swojego zadania w wymagających zrobotyzowanych aplikacjach, polegających na montażu małych elementów lub paletyzowaniu obiektów wg określonych struktury wobec geometrii wyrobu.
W miesiącu marcu mieliśmy okazję poszerzyć swoją wiedzę na temat rozwiązań dostarczanych przez firmę SensoPart z Niemiec, podczas świetnie przygotowanych warsztatów wspólnie z firmą Astor oraz polskim dystrybutorem SensoPart - firmą Sels.
Kilku dniowe szkolenia pozwoliły na wdrożenie aplikacji na robocie zaznajamiając się jednocześnie z częstymi problemami występującymi podczas implementacji systemu wizyjnego w zrobotyzowane stanowisko pracy.